
パーツフィーダーの動作原理
パーツフィーダー(整列機)は大量の部品(ワーク)を入れたボウルを振動させアタッチメントやエアーの誘導で同一の姿勢に整列させ次工程の機械に供給いたします。手作業に比べ速度と正確性が飛躍的に上がり作業員が常駐する必要も無いので生産性の向上に貢献いたします。
パーツフィーダーのバリエーション
パーツフィーダーは整列させるワークのサイズや特性、必要な供給能力(マシンタクト)、用途や工程、設置場所等のご都合に合わせたバリエーションが存在いたします。
-
リターンフィーダー
リターンフィーダーは小型のパーツフィーダーでネジ等の非常に小さいワークの整列に使われます。設置場所を取らない、動作音が小さい、工場のラインに組み込みやすい反面排出能力(タクト)があまり高くないというデメリットがあります。通常のパーツフィーダーと同様にカメラを装着して画像処理検査装置にも出来ます。
-
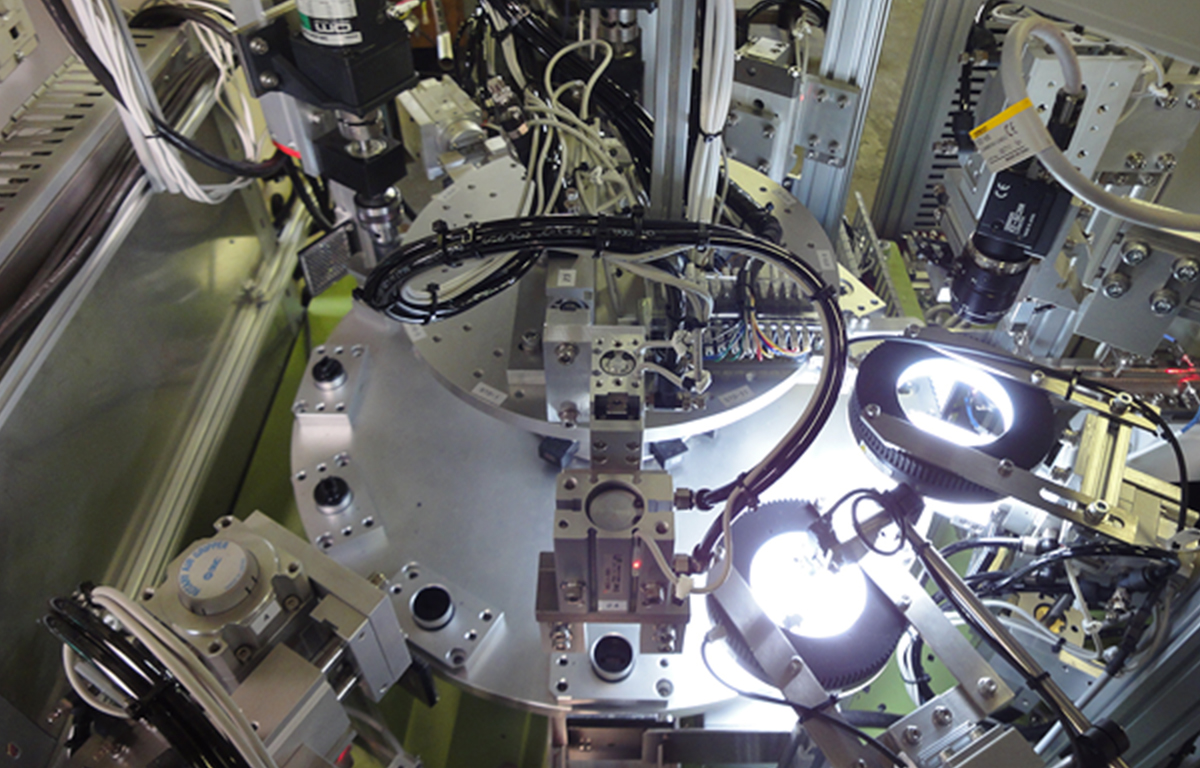
画像処理検査装置
カメラを積んだ画像処理検査装置(検査機)はワークの整列と平行で不良品等のチェックや排出ワーク数のカウント等を行います。目視に頼っていた検査作業を機械化・自動化することで精度を上げつつ作業時間を大幅に短縮させます。検査の様子や排出の進行状況はタッチパネルやPC用モニターでリアルタイムに確認が可能です。

-
自動部品供給装置
パーツフィーダーから部品を一定の姿勢に整列の上排出して後の工程の組立・検査・袋詰・カウント等の作業迄を1つのライン(ワンストップ化)とし、作業の省力化・省人化を実現して生産能力を向上いたします。自動部品供給装置(組立装置)は様々な産業界のあらゆる作業の自動化や効率化に必要不可欠な機構です。
製品仕様を決める3つのポイント

-
A. ワークの特性
パーツフィーダー設計のスタートは整列・排出させるワークをお客様から一定量お借りして形状・材質・サイズ・重量・付着物の有無等から特性を分析の上ボウルを決定、それに最適な振動体・ホッパー・コントローラー・直進フィーダー等を選定して当てはめていきます。
-
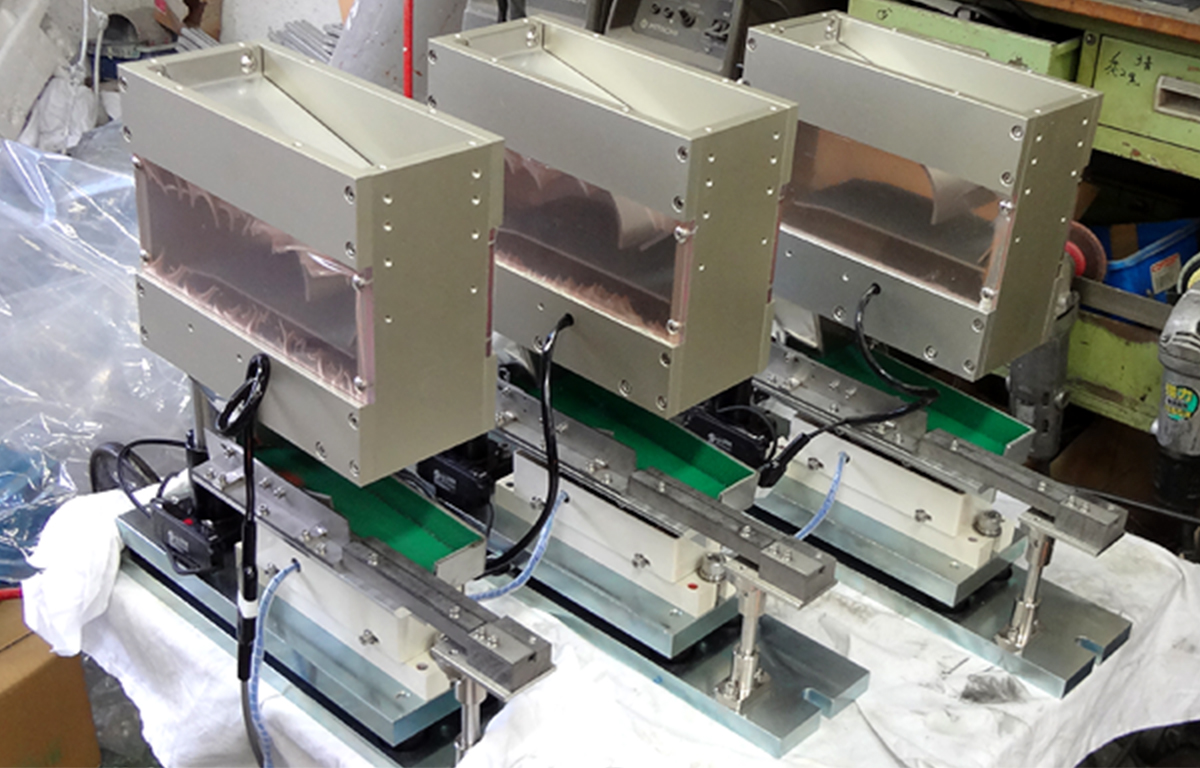
B. 排出能力(タクト)
排出能力は1分間にパーツフィーダーから次工程の機械へ供給するワークの個数を表しタクトとも呼ばれます。より高い排出能力が必要な際には多列排出という手段もありますが列により供給数のバラツキが発生するというデメリットがありますので同型パーツフィーダーの複数台使用が主流です。
-
C. 様々な対策
整列の障害に対する対策として絡みやすいバネにはバネほぐし機を装備、静電気を帯びやすいワークの場合は静電気除去装置を装着、防音でボウルに表面処理を施したり防塵で必要部分をカバーで覆う、複数台のパーツフィーダーを組み合わせる場合の共振対策等様々な物があります。
パーツフィーダーの各部名称と働き


-
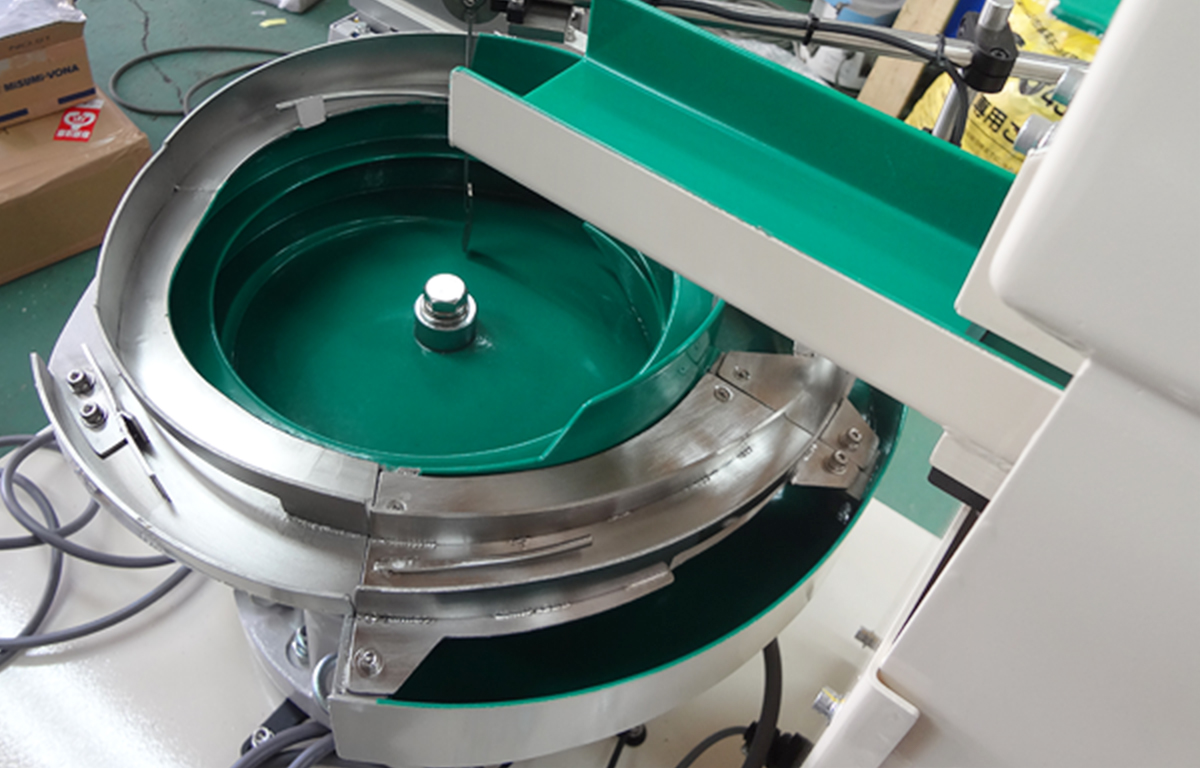 1ボウル
1ボウル
ワークを同一姿勢に整える螺旋状の容器です。形状は側面が均一でアタッチメントの選択が多彩な円筒型と側面がすり鉢状の段付型が、螺旋の方向は「時計回り(R)」「反時計回り(L)」から選択、ワークの特性に合わせてボウルの巻き数や搬送面(トラック)の傾斜角度を調整、内部にウレタン、電解研磨、ピーニング、磨き、テフロン、シルバーストーン、シート貼り等の表面処理を行ないます。
-
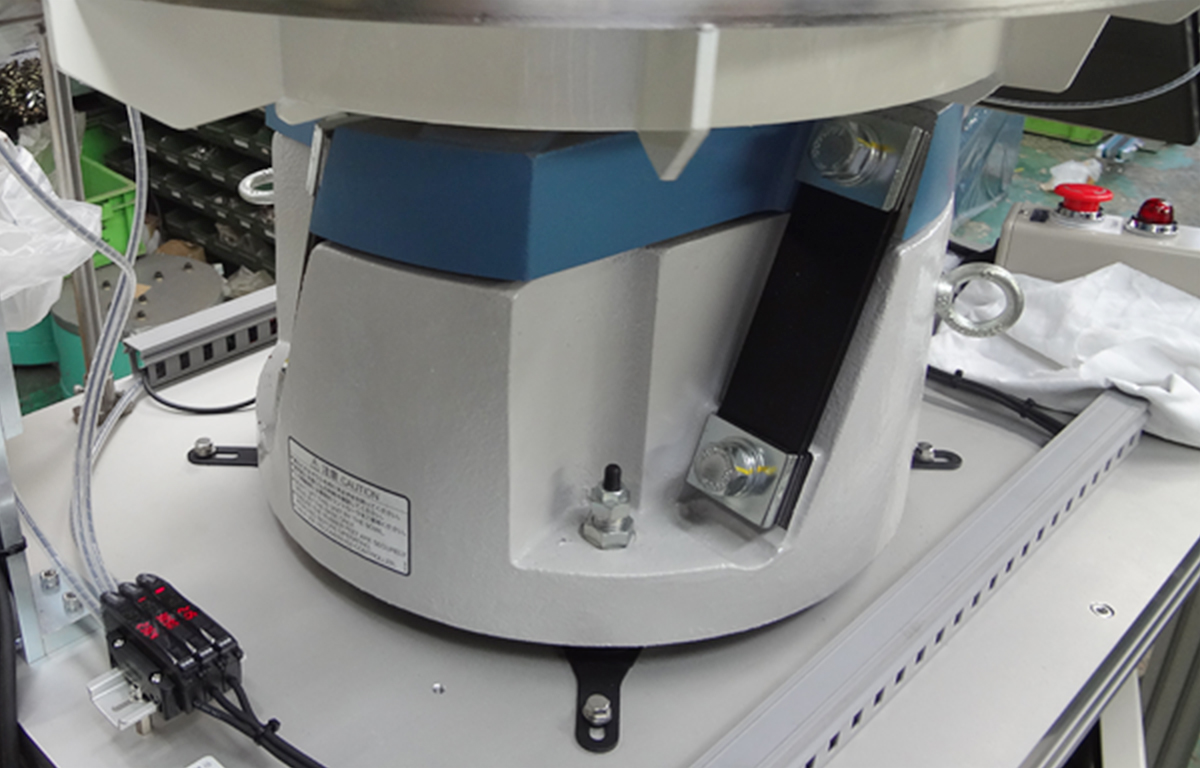 2振動体(駆動部)
2振動体(駆動部)
パーツフィーダーの要となる振動を発生させる装置です。電磁石のON・OFFで生じる力を板バネで増幅して振動を発生させます。電磁石の個数や板バネの材質・形状・枚数・角度や電磁石と板バネの幅等を変更する事で振動量を調整いたします。 振動体は電磁石を利用した電磁式が主流ですが、圧電素子を利用したピエゾ式も普及しています。
-
 3ホッパー
3ホッパー
大量のワークをプールしておきボウルに随時補充、ボウル内のワークを一定量に保ち排出能力を安定させると共に入れ過ぎによるワークの傷や汚れを防ぎます。ホッパーはワークのサイズ・必要な排出能力・自動化したい時間(h)・容積(L)等からサイズを算出、ワークの特性や設置スペース等を勘案して電磁式、振動式、コンベアー式、シリンダー式、リフト式等から選定いたします。
-
 4センサー
4センサー
パーツフィーダーでは自動化の為に様々な用途でセンサーを使用します。ボウル内のワーク量を接触型・非接触型センサーで監視して減少を検知するとホッパーに知らせワークを補充して一定量を保ったりアタッチメント内でのワークの姿勢制御やシュート内でのワークの詰まりや溢れ、切り出し部での待機状況の確認、ワークの誤混入を防ぐ等にも使われます。
-
 5アタッチメント
5アタッチメント
ワークを整列させる機構でツーリングとも呼ばれパーツフィーダーメーカーとしての技術力が最も問われる部分のひとつです。ワークの方向・姿勢の正誤判別はワークの形状や重心の違いで判断する方法とセンサーやエアーを用いる方法があります。また、アタッチメント等の部品を一部取り替える事で複数のワークを一台で賄う多品種兼用型パーツフィーダーもございます。
-
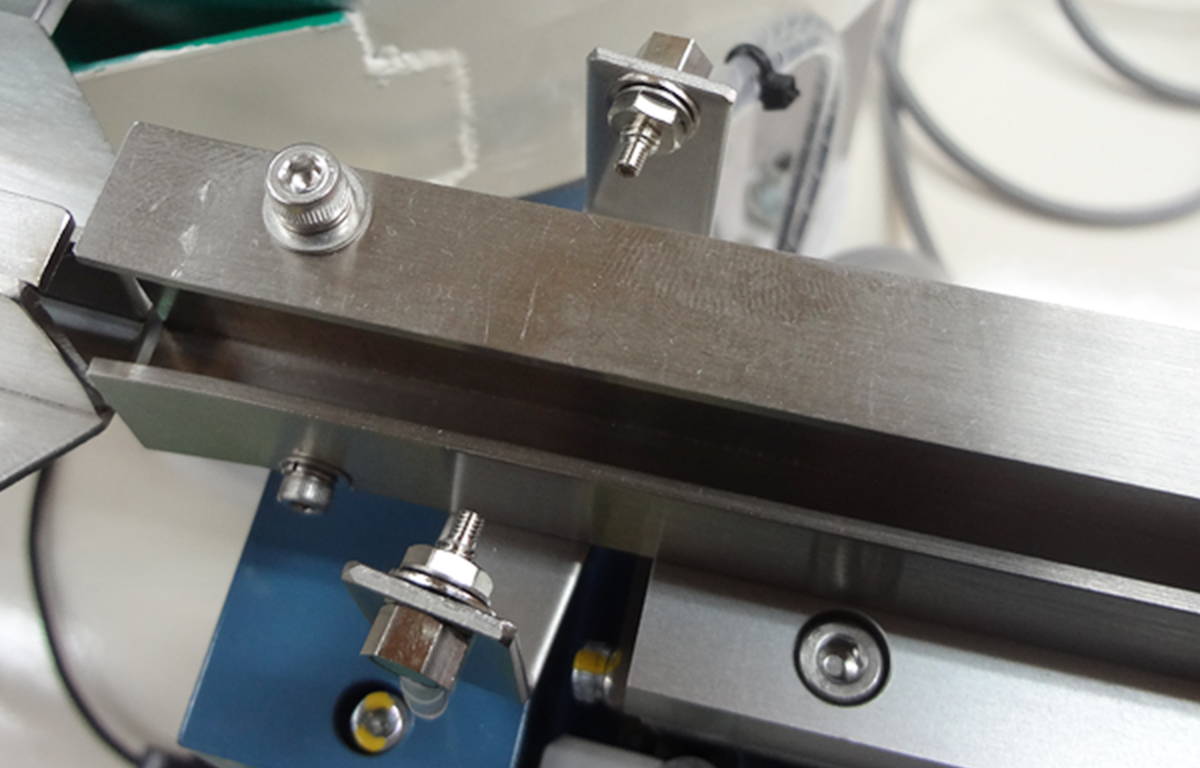
 6シュート
6シュート
ボウル内で整列したワークをパスライン(次工程の機械への受け渡し部)まで運ぶ機構で直進フィーダーとの組み合わせで使用されますがワークの自重を利用する傾斜型シュートを使う場合もあります。配置するレイアウトの為に長くしたりL字型にする事も可能です。ワークが硬い場合にはSUS材を使用して更に表面を窒化し硬度を上げる必要があります。
-
 7切り出し部
7切り出し部
シュートの先端でワークを一時停止して先頭のワークを次工程の機械がピックアップしやすい態勢にいたします。形状的には横へのスライド式や上への持ち上げ式、切り離し式、アーム式、押し出し式等があります。各種切り出し部の製造は信和技研でも請け負っておりますのでお気軽にご相談下さい。
-
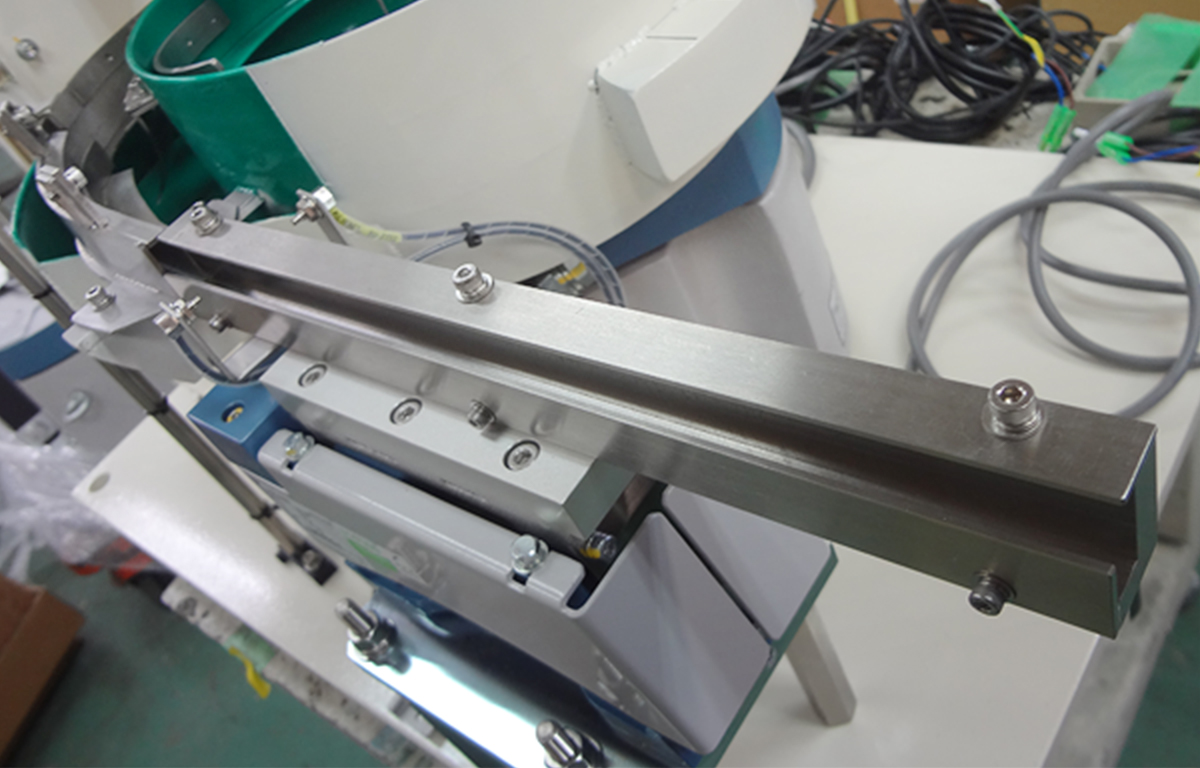
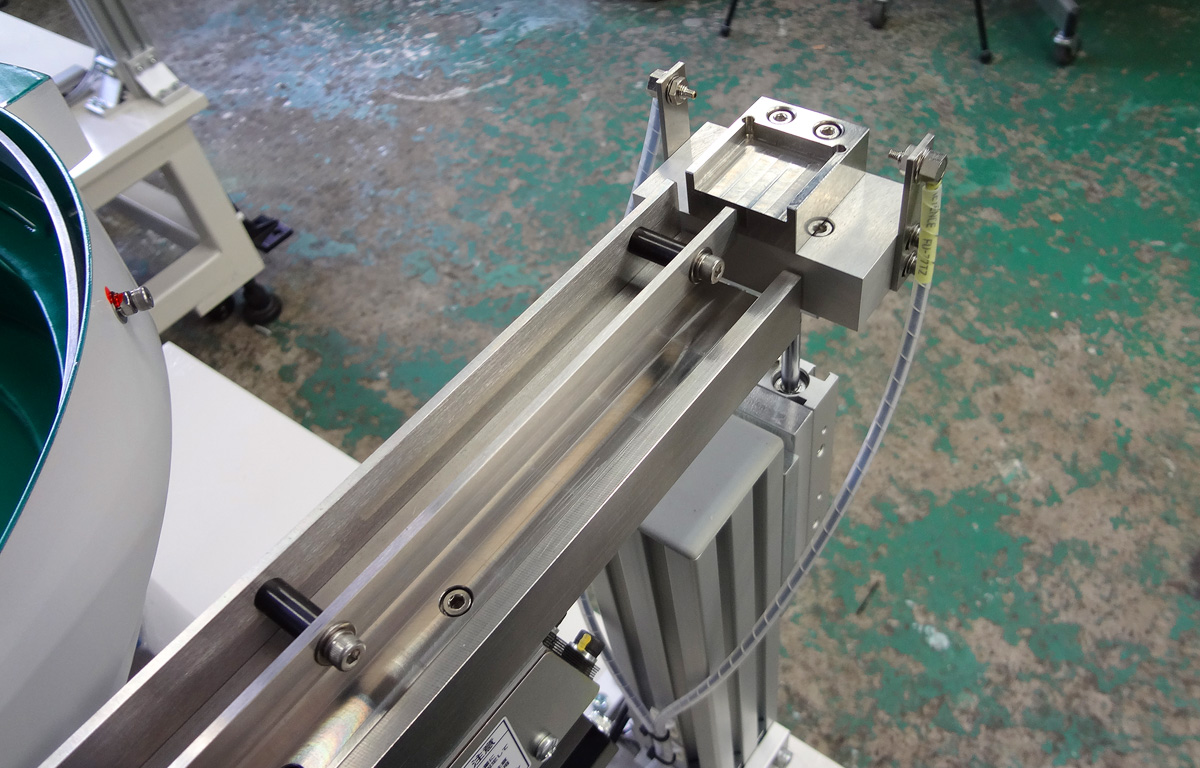
 8直進フィーダー
8直進フィーダー
シュート用の小型振動体です。直進フィーダーには、様々な種類がありますのでシュートの長さやワークの重量を考慮してスムーズに送れる機種を選定します。 また、設置場所の強度不足は排出能力の低下を招きますので堅牢な架台を推奨しておりますが机のように十分な強度の無い場所でも振動が安定する直進フィーダーもございます。
-
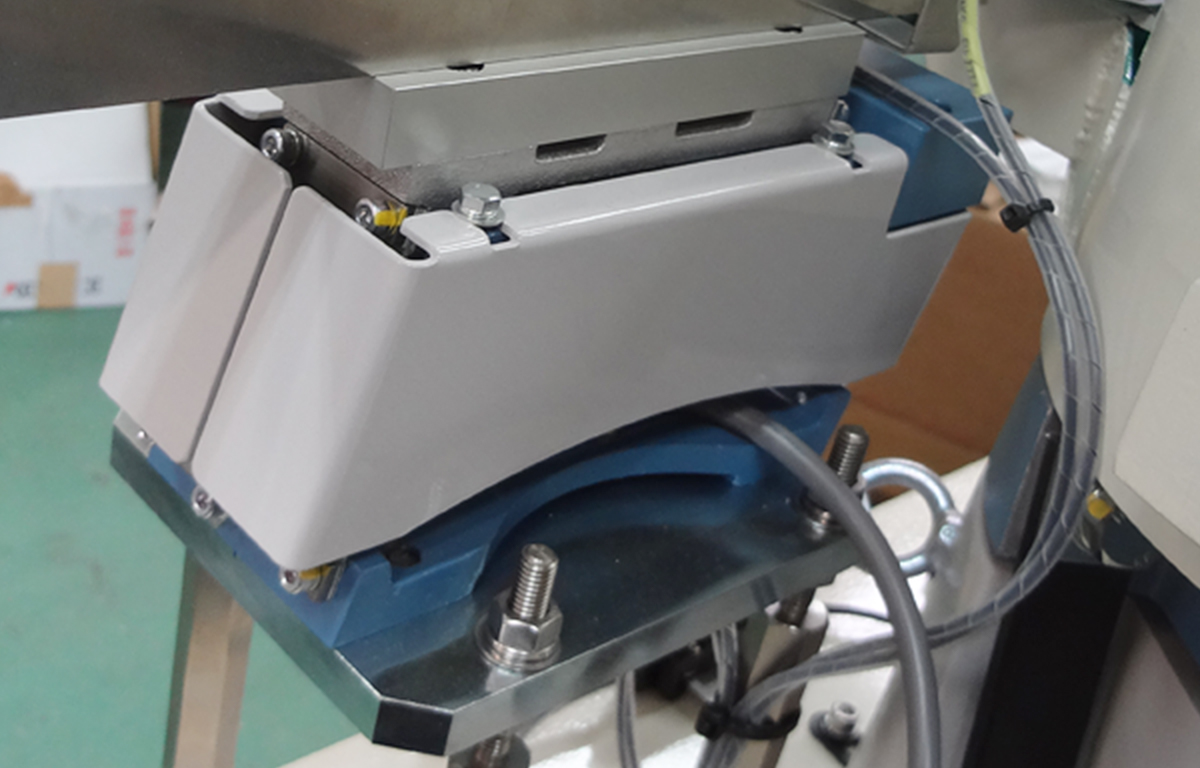
 9架台(台座)
9架台(台座)
ワークの整列・排出に使う強烈な振動を発生させる振動体や直進フィーダーを支えるのが架台(台座)です。 架台には頑丈な鉄製と軽量のアルミ製がありますが信和技研では安定した排出能力を発揮させる為にも厚み(16mm以上を推奨)のある鉄製の架台をお勧めしております。 また、工場の床に固定させる為のアンカーも取り付け可能です。
-
 10コントローラー
10コントローラー
パーツフィーダーを文字通りコントロールする装置で起動や停止をはじめ、周波数による振動の強弱やセンサーとエアーを調整することで排出能力の制御も行います。 様々な方式のコントローラーがありますが「インバーター式」が主流です。
